Custom Polyurethane Coated Rollers: Industrial Specifications and Applications

PAGE
By PAGE Editor
Introduction: What Are Custom Polyurethane Coated Rollers?
In industrial manufacturing, the difference between a roller that merely functions and one that genuinely performs often comes down to the coating material and how precisely it's specified. Custom polyurethane coated rollers represent the intersection of material science and precision engineering — a metal core wrapped in a carefully formulated urethane compound, built to exact dimensional and performance specifications for a particular application.
Unlike off-the-shelf rollers, custom polyurethane rollers are engineered around your process: the loads you're carrying, the chemicals present, the surface finish your product requires, and the speeds your machinery runs. That specificity is what makes them worth understanding in depth.
This guide covers the full picture — from material fundamentals and comparative analysis to fabrication processes, hardness selection, industry applications, and long-term maintenance.
Understanding Custom Polyurethane Rollers and Their Components
What Are Custom Urethane Rollers?
Custom urethane rollers are precision-engineered cylindrical components in which a rigid core — typically steel, aluminum, or stainless steel — is bonded to a polyurethane elastomer coating manufactured to specific customer requirements.
https://suconvey.com/custom-polyurethane-coated-rollers/
The key word is custom. A standard off-the-shelf roller comes in fixed diameters, fixed lengths, fixed hardness, and fixed surface profiles. A custom urethane roller is specified from the ground up:
Exact outer diameter and face length
Specific durometer (hardness)
Defined surface finish (smooth, textured, grooved, crowned)
Chosen polyurethane formulation matched to the chemical and thermal environment
Shaft, bore, and journal dimensions matching the host machinery exactly
This level of specification matters because roller performance is highly sensitive to each parameter. A roller that's 5 Shore A too hard may mark a delicate substrate. A coating that's 3mm too thick on a drive roller changes the effective gear ratio of the drive system. Custom fabrication eliminates these compromises.
Key Components of Custom Polyurethane Coated Rollers
Every custom polyurethane roller consists of three functional layers:
1. The core The structural backbone — most commonly cold-rolled steel or aluminum tube or solid bar. Core selection affects weight, stiffness, corrosion resistance, and machinability. For food-grade or corrosive environments, 304 or 316 stainless steel is specified. Aluminum cores are used where weight reduction is critical, such as in high-speed web-handling equipment.
2. The bonding layer Perhaps the most critical and least visible component. A chemical primer (isocyanate-based for most urethane systems) is applied to the prepared core surface to create a molecular bond between metal and polymer. Without proper bonding, the urethane coating will delaminate under load — typically at the worst possible moment. Bond strength is a primary quality benchmark.
3. The polyurethane coating The working surface. Polyurethane's chemistry allows enormous formulation flexibility — the same base chemistry can yield products ranging from soft, resilient foam to hard, near-rigid castings. For roller applications, the coating is typically an elastomeric cast or molded urethane, specified by:
Durometer (hardness)
Thickness
Surface profile
Chemical formulation (polyester, polyether, MDI, TDI — each with different performance trade-offs)
Why Choose Custom Polyurethane Products Over Off-the-Shelf Options?
The case for custom rests on several compounding advantages:
Dimensional precision. Standard rollers are made to commercially available sizes. If your machine requires a 127.4mm face length with a 47.6mm OD and a specific 20mm shaft bore, no catalog product matches. Custom fabrication does.
Application-matched formulation. Off-the-shelf polyurethane rollers are made with general-purpose compounds. Custom fabrication allows selection of formulations with specific resistance to your process chemicals, optimized for your operating temperature range, or tuned for a particular coefficient of friction.
Surface engineering. Grooves, crowns, knurling, and other surface features that prevent web tracking problems, shed fluids, or create specific contact patterns are only available through custom fabrication.
Total cost of ownership. A custom roller correctly specified for an application typically outlasts a generic substitute by a significant margin — reducing downtime, replacement frequency, and the secondary costs of process disruption.
Custom Polyurethane Rollers vs. Other Roller Materials

Polyurethane vs Rubber Rollers: A Detailed Comparison
The polyurethane vs rubber question comes up constantly in roller specification, and the answer is rarely simple. Both materials cover a wide hardness range and serve many of the same applications. The differences emerge in the performance details.
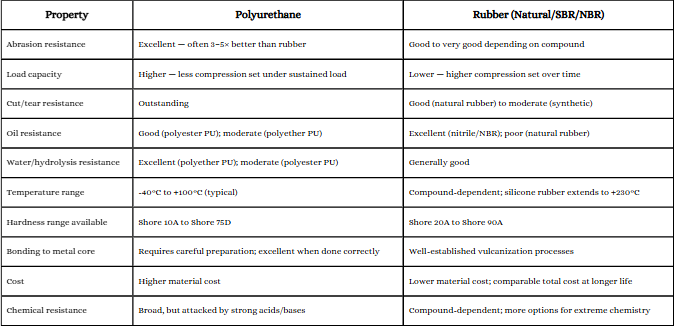
The practical summary: choose polyurethane when abrasion, cut resistance, and dimensional stability under load are primary concerns. Choose rubber when the chemical environment is highly aggressive, when operating temperatures exceed 120°C, or when established vulcanization processes are preferred for a specific application.
Custom Nylon Rollers vs Polyurethane Rollers
Custom nylon rollers occupy a different performance space — they're engineering thermoplastics rather than elastomers, which produces fundamental differences:
Nylon is rigid; polyurethane is elastic. Nylon rollers don't deform under load; polyurethane does. For applications requiring a consistent, hard contact line (precision metering, high-load conveying on hard substrates), nylon's rigidity is an advantage. For applications requiring grip, cushioning, or conformability (printing, web handling, surface-sensitive materials), polyurethane's elasticity is essential.
Nylon has lower friction than polyurethane. Where product needs to slide freely across the roller surface, nylon's lower coefficient of friction is preferable. Where grip is needed, polyurethane wins.
Nylon is better at elevated temperatures. Nylon 6/6 maintains properties to ~120°C; some engineering nylons to 180°C or beyond. Standard polyurethane degrades above 100°C in sustained use.
Polyurethane absorbs vibration; nylon does not. In high-speed machinery with vibration or impact loads, polyurethane's damping properties protect both the roller and adjacent components.
When to Choose Urethane Roller Coating Over Other Coatings
Choose urethane roller coating when:
The application involves abrasive materials — ore, aggregate, glass, metal sheet — where abrasion resistance is the dominant life-limiting factor
Load capacity and resistance to permanent deformation (compression set) are critical
The surface being contacted is sensitive to marking (paper, film, coated board, painted metal) and needs a grippy-but-gentle surface
Noise reduction is valuable — polyurethane runs significantly quieter than steel or hard nylon rollers
You need a coating that can be precision-ground to tight tolerances after application
Choose alternatives when:
Operating temperature exceeds 120°C continuously (consider silicone rubber or PTFE)
The chemical environment includes strong acids, bases, or ketone solvents (consider specialized rubber compounds)
Extremely low friction is required (consider nylon, UHMW polyethylene, or PTFE)
Key Specifications for Custom Roller Fabrication

Custom Roller Sizes: Diameter, Length, and Tolerances
Specifying custom roller sizes requires defining several dimensions with appropriate tolerances:
Outer diameter (OD): The finished diameter of the polyurethane surface. Typical precision grinding holds OD to ±0.05mm; tighter tolerances are achievable at additional cost.
Face length (FL): The length of the coated section. Specify with clear-cut or radiused ends as appropriate.
Total length: Including shaft extensions beyond the rubber face.
Shaft/journal diameter and length: Must match bearing housing dimensions in the host machine exactly.
Bore diameter (for through-shaft or sleeve configurations): With tolerance class specified (typically H7 fit for press/interference fit, H8 for sliding fit).
Crown profile: For web-handling rollers, a slight crown (larger diameter at center) maintains web tracking. Crown magnitude is typically 0.1–0.5mm total for light web applications.
Total Indicated Runout (TIR): The maximum allowable eccentricity of the finished roller surface. Critical for printing and precision web-handling; typical requirement is 0.05–0.13mm TIR.
Polyurethane Roller Hardness and Durometer
Polyurethane roller hardness is expressed on durometer scales — most commonly Shore A for softer formulations and Shore D for harder ones.
The Shore A scale (0–100) covers the range from very soft to firm elastomers. Shore D (0–100) covers hard elastomers and semi-rigid plastics. In roller applications:
Shore 20–40A: Very soft; high conformability; used for delicate surface contact, printing on textured substrates, and shock absorption
Shore 40–60A: Medium-soft; good grip and cushioning; common in drive rollers, packaging machinery, and general material handling
Shore 60–80A: Medium-firm; balanced load capacity and elasticity; the most common range for industrial conveying and processing
Shore 80–95A: Firm; high load capacity; excellent abrasion resistance; used in heavy conveying, steel processing, and high-load drive applications
Shore 40–75D: Hard; near-rigid; used where maximum load capacity and dimensional stability are needed; behavior approaches nylon in the upper range
One important nuance: durometer is a static measurement. Under dynamic loading conditions — sustained compression, high-cycle fatigue, or elevated temperature — a roller's effective behavior may differ from its Shore value. Always specify formulation and test conditions alongside the hardness number.
Urethane Roller Hardness Chart and Selection Guide
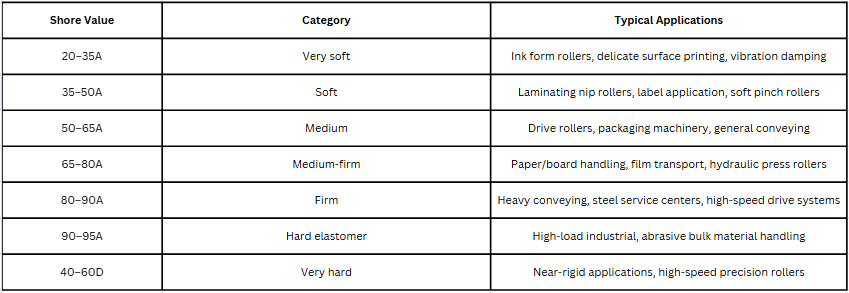
When in doubt, consult with your roller manufacturer's engineering team — hardness interacts with coating thickness, core stiffness, and load in ways that aren't always intuitive.
Roller Coating Thickness and Its Impact on Performance
Roller coating thickness is a specification that affects multiple performance parameters simultaneously:
Thicker coatings provide more cushioning, a larger wear reserve before replacement is needed, and better vibration damping. They also increase roller OD relative to core diameter, add rotational mass, and can reduce dynamic stiffness at high speeds.
Thinner coatings maintain more of the core's dimensional rigidity, run more concentrically at high speeds, and cost less material. However, they have less wear reserve and less cushioning.
Typical coating thickness ranges:
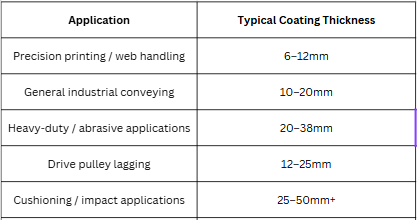
Very thick coatings on small-diameter cores can create heat buildup during flexing — polyurethane generates internal heat (hysteresis) when repeatedly deformed. Coatings thicker than ~40% of core radius warrant careful evaluation of operating conditions.
Custom Roller Specifications: Surface Finish, TIR, and Bond Strength
Beyond dimensions and hardness, a complete specification includes:
Surface finish (Ra): Measured in micrometers; smooth finishes (Ra 0.4–1.6µm) for printing and surface-sensitive applications; moderate finishes (Ra 1.6–6.3µm) for general industrial; textured or grooved profiles as functionally required.
Total Indicated Runout (TIR): The diametric variation measured over the full roller face during rotation. High-precision applications (printing presses, film transport) typically require TIR ≤0.05mm. General industrial applications may accept 0.1–0.25mm.
Bond strength: Tested by adhesion peel or lap shear methods. Quality specifications typically require a minimum of 500–700 psi lap shear strength between urethane and core. Failure should occur cohesively within the urethane, not at the interface — adhesive failure indicates a bonding process problem.
Concentricity: The alignment between the roller axis and the shaft/journal axis; typically specified as a runout value at the journals.
Industrial Polyurethane Rollers: Applications and Industries

Urethane Roller Applications in Material Handling
Material handling is the largest single application category for industrial polyurethane rollers. In conveyor systems and logistics infrastructure, polyurethane outperforms alternatives in several key ways:
Package handling conveyors use polyurethane drive rollers and belt-driven rollers for their combination of grip (to move packages reliably) and surface gentleness (to avoid marking or damaging goods)
Accumulation conveyors use low-pressure urethane rollers in zero-pressure accumulation zones; the roller's elasticity cushions product gently when the conveyor stops and starts
Pallet handling systems require high-load-capacity rollers; firm polyurethane (80–90 Shore A) handles pallet weights while providing enough grip to drive loaded pallets reliably
Postal and parcel sortation systems place a premium on quiet operation — polyurethane's noise-damping properties are a significant operational advantage in large automated facilities
Polyurethane Rollers in Printing and Converting
Printing and converting machinery demands more precision from rollers than almost any other application. Polyurethane rollers in this sector include:
Nip rollers in laminators and coaters — the nip pressure determines coating weight; polyurethane's consistent hardness and low compression set maintain nip geometry over long production runs
Pull rollers and draw rollers — drive webs of paper, film, or foil through processing lines; polyurethane provides the grip needed for consistent web tension without surface marking
Slitter pressure rollers — hold the web firmly against the slitting blade; hardness selection balances grip with edge-quality requirements
Impression rollers in flexographic and gravure printing — support the substrate during ink transfer; surface finish and TIR directly affect print quality
Converting operations (slitting, die-cutting, laminating, embossing) place high demands on roller consistency. Even small variations in hardness, diameter, or runout produce visible defects in the converted product.
Custom Polyurethane Wheels and Rollers for Heavy-Duty Use
In the most demanding industrial environments, custom polyurethane wheels and rollers compete directly with steel and hard rubber on load capacity while offering advantages neither alternative can match:
Steel mill applications — polyurethane-coated pinch rollers and guide rollers handle hot-rolled and cold-rolled steel strip; the resilience of urethane absorbs mill vibration and protects strip surface finish better than steel rollers
Mining and aggregate handling — conveyor impact rollers at loading points use thick polyurethane to absorb the shock of falling material; abrasion resistance extends service life compared to rubber lagging
Automotive assembly — body panel handling uses soft polyurethane rollers and wheels to transport finished panels without surface damage; grip combined with zero marking is a unique polyurethane capability
Glass handling — purpose-formulated polyurethane grades provide the grip needed to transport glass sheets without the surface damage that rubber causes from sulfur migration or acid attack
Polyurethane Roller Manufacturers: What to Look For
Selecting among polyurethane roller manufacturers requires evaluation beyond price:
In-house engineering capability — can they review your application and recommend specifications, or do they only manufacture what you specify? Application knowledge matters.
Formulation depth — do they compound their own urethane or purchase pre-mixed systems? Custom compounding provides more formulation options and better quality control.
Core preparation processes — ask specifically about surface preparation (grit blast standard? chemical etching for aluminum?) and primer systems. Bonding quality depends entirely on this step.
Grinding capability — precision grinding to tight TIR and diameter tolerances requires quality equipment and trained operators. Ask about their grinding capacity and inspection methods.
Quality certifications — ISO 9001 at minimum; industry-specific certifications (FDA compliance for food-grade, REACH compliance for chemical content) as required by your application.
Repair and recoating capability — a manufacturer who can recoat your cores extends the value of your roller investment and simplifies the maintenance relationship.
The Custom Roller Coating Process: From Design to Delivery
Custom Roller Fabrication: Core Preparation and Bonding
Core preparation is the foundation of every custom roller fabrication job — and the step most likely to cause premature failure if done incorrectly.
The preparation sequence:
Machining — the core is turned to finished dimensions, with surface features (grooves, knurling, undercuts for urethane retention) machined in
Degreasing — solvent cleaning removes all machining oils, fingerprints, and surface contamination
Abrasive blasting — grit blasting creates a surface anchor profile (typically 50–75µm Ra) that provides mechanical interlocking for the primer and urethane; this step is non-negotiable for bond quality
Primer application — isocyanate-based adhesive primer is applied in a controlled layer and allowed to reach the correct tack state; the window between too-fresh and too-dry is relatively narrow, requiring process discipline
Mold preparation — mold surfaces are cleaned and release-coated before the primed core is positioned
Bond strength between polyurethane and the core is typically the weakest point in a roller's mechanical system. Proper preparation produces bonds that fail cohesively within the urethane — meaning the urethane tears before the interface separates. This is the target outcome.
Urethane Roller Coating Methods: Casting vs. Molding
Two primary methods are used for urethane roller coating:
Casting:
Liquid polyurethane components are mixed and poured around the prepared core in an open or closed mold
Well-suited to large diameters, long face lengths, and prototype/low-volume production
Allows thick coatings and complex internal geometries
Requires careful degassing (vacuum or centrifugal) to avoid porosity
Post-cure grinding is typically required to achieve final dimensions and surface finish
Compression/injection molding:
Urethane is forced into a precision closed mold under pressure
Produces denser, more consistent material with less porosity
Better suited to high-volume production of smaller rollers
Higher tooling cost but better dimensional consistency in production
Some formulations — particularly high-performance MDI urethanes — process better in molding than casting
The trade-offs in practice: casting is more flexible for custom one-off work and large sizes; molding produces more consistent results in production quantities. Many fabricators use casting for custom and prototype work, transitioning to molding when volumes justify tooling investment.
Curing and Finishing for Polyurethane Roller Coating
After casting or molding, polyurethane roller coating undergoes a two-stage cure:
Primary cure: The initial chemical reaction that transforms liquid urethane to solid elastomer. Depending on the formulation, this occurs at room temperature over 16–24 hours, or in an oven at 70–100°C over 4–8 hours. Oven curing produces better crosslink density and more consistent properties.
Post-cure: Additional oven time at elevated temperature (typically 70°C for 16 hours) completes the crosslinking reaction and develops full mechanical properties. Skipping post-cure produces softer, less wear-resistant rollers that continue to harden unpredictably in service.
Finishing steps:
Centerless or cylindrical grinding — brings the roller to final OD, corrects any casting taper or eccentricity, and produces the specified surface finish; most precision rollers require grinding
Polishing — for very smooth finish requirements (Ra <0.8µm), polishing follows grinding
Surface machining — grooves, crowns, and other profiles are machined into the cured urethane after grinding to base diameter
Inspection — hardness, TIR, diameter, and visual inspection before release
Quality Control in Custom Polyurethane Products
Comprehensive QC for custom polyurethane products includes:
Incoming material verification — urethane components tested for reactivity and viscosity against specification; core material certifications reviewed
Hardness testing — Shore A/D measured at multiple points across the roller face; variation across face should typically be within ±2 Shore A
Dimensional inspection — OD, face length, TIR measured against drawing tolerances; CMM or precision gauge depending on tolerance class
Bond integrity — adhesion testing on witness samples cured alongside production parts; destructive peel or lap shear testing on a sampling basis
Visual and surface inspection — check for porosity, surface tears, inclusion defects, or grinding chatter marks
Dynamic balancing — for high-speed rollers, balance testing and correction ensures vibration-free operation
Maintenance and Repair of Polyurethane Rollers
Polyurethane Roller Repair: When and How to Recoat
Polyurethane roller repair — stripping the worn coating and applying a fresh one to the original core — is economically attractive when the core is in good condition. Core machining and bonding preparation represent a significant portion of a roller's cost; reusing a good core typically saves 40–60% compared to full replacement.
Indicators that repair/recoat is appropriate:
Surface wear has reduced the coating to near its minimum thickness but the bond is intact
Localized surface damage (cuts, gouges) in a coating that is otherwise sound
Hardness drift from the original specification due to chemical exposure or aging
Indicators that replacement is better:
Bond failure (delamination between urethane and core)
Core damage — corrosion pitting, mechanical damage, or dimensional deviation
Chemical degradation that has penetrated deep into the coating (swelling, softening)
Multiple recoat cycles have already occurred — each recoat cycle slightly reduces the core's surface prep effectiveness
The recoat process mirrors original fabrication: strip the old coating (mechanically or chemically), re-machine the core surface, grit blast, prime, and recoat. Lead time and cost are comparable to a new roller minus the core cost.
Extending Polyurethane Roller Durability Through Proper Use
Polyurethane roller durability is significantly affected by operating practices:
Respect the load rating. Sustained overloading causes permanent compression set — the roller flattens at the contact zone and never fully recovers. This shows up as vibration and uneven nip pressure in operation.
Manage temperature. Polyurethane softens progressively above 70–80°C. In applications where heat builds up (high nip pressure, high speed, or hot process materials), ensure adequate cooling and verify the roller temperature during operation.
Clean correctly. Most polyurethane grades tolerate water-based cleaners and dilute IPA well. Strong solvents (MEK, acetone, chlorinated solvents), concentrated acids, and strong alkalis attack urethane chemistry. Always confirm solvent compatibility before cleaning a new roller with an unfamiliar product.
Store properly. Store idle rollers horizontally, supported at both ends, out of direct sunlight (UV degrades urethane over time), and away from ozone sources (electric motors, welding equipment). Never store a roller resting on its urethane surface for extended periods.
Monitor TIR periodically. A roller that develops increasing runout is showing signs of compression set or bond degradation — catching this early allows repair before the roller causes process problems.
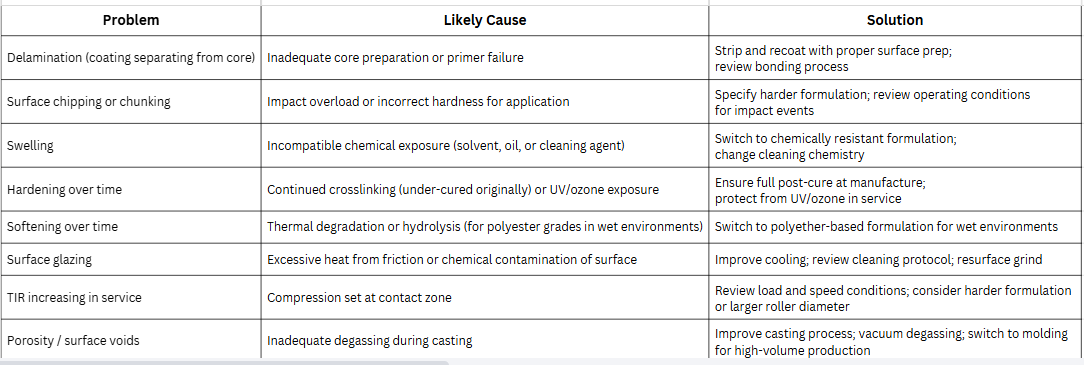
Common Issues with Urethane Coated Rollers and Solutions
Conclusion: Choosing the Right Custom Polyurethane Coated Rollers
Custom polyurethane coated rollers are not a commodity purchase — they're an engineered component, and they reward the engineering effort you put into specifying them correctly.
The key principles:
Match formulation to environment first. Hardness, thickness, and dimensions are all secondary to getting the chemistry right. A roller that swells from chemical exposure or degrades from operating temperature is useless regardless of its other specifications.
Specify completely. Hardness alone is not a specification. A complete roller specification includes OD and face length with tolerances, TIR, surface finish, shaft and bore dimensions, formulation type, and bond strength requirement. Vague specifications produce inconsistent results.
Engage your manufacturer's engineering team. The best polyurethane roller manufacturers don't just manufacture to drawings — they help develop drawings from application requirements. Their formulation and process experience translates directly into better product performance.
Plan for maintenance from the start. Design recoating into your maintenance program. Identify the wear indicators you'll use to trigger recoating before failure occurs. Verify chemical compatibility of cleaning agents before first use. Keep a spare roller on the shelf for critical applications.
Think in total cost, not unit cost. A custom roller precisely specified for your application will cost more upfront than a generic substitute. It will also last longer, produce fewer quality incidents, and reduce unplanned downtime. The economics almost always favor proper specification.
With those principles in place, a custom polyurethane coated roller becomes one of the most reliable, highest-performing components in your operation.
HOW DO YOU FEEL ABOUT FASHION?
COMMENT OR TAKE OUR PAGE READER SURVEY
Featured





Pakistan's proposed changes to its Export Processing Zone regulations could disrupt one of the world's most important textile recycling hubs, threatening global circular fashion supply chains, charitable reuse systems, and the infrastructure that keeps millions of garments out of landfills.